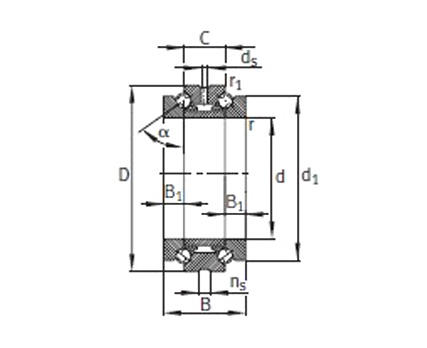
| 型号 | 质量m ≈kg |
尺寸mm | ||
| d | D | B | ||
| 7603070-TVP | 3.16 | 70-0.007 | 150-0.009 | 35-0.15 | BSB075110-T | 0.47 | 75-0.007 | 110-0.008 | 15-0.15 |
| 7602075-TVP | 1.42 | 75-0.007 | 130-0.009 | 25-0.15 | 7603075-TVP | 3.74 | 75-0.007 | 160-0.01 | 37-0.15 |
| 7602080-TVP | 1.72 | 80-0.007 | 140-0.009 | 26-0.15 | 7603080-TVP | 4.5 | 80-0.007 | 170-0.01 | 39-0.15 |
| 7602085-TVP | 2.17 | 85-0.008 | 150-0.009 | 28-0.2 | 7603085-TVP | 5.24 | 85-0.008 | 180-0.01 | 41-0.2 |
| 7602090-TVP | 2.67 | 90-0.008 | 160-0.01 | 30-0.2 | 7603090-TVP | 6.18 | 90-0.008 | 190-0.011 | 43-0.2 |
| 7602095-TVP | 3.25 | 95-0.008 | 170-0.01 | 32-0.2 | 7603095-TVP | 7.22 | 95-0.008 | 200-0.011 | 45-0.2 |
特性
密封组件
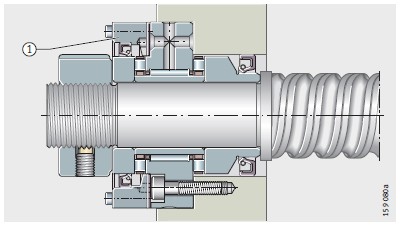
密封组件DRS通过螺栓固定在滚针/推力圆柱滚子轴承ZARF(L)的外圈上并精确对中,图1,①。它们保护轴承不受外界因素影响。
提供整套密封元件,包括一个有集成旋转轴封的密封元件、一个密封垫圈和将密封座固定在轴承中心垫圈上的圆柱头内六角螺栓。
|
DRS ZMA ZARF..-L ①密封组件DRS 图1 滚针/推力圆柱滚子轴承,密封组件,锁紧螺母 |
 |
工作温度
受密封材料限制,密封组件的合适工作温度范围是–30℃到+120℃。
精密锁紧螺母
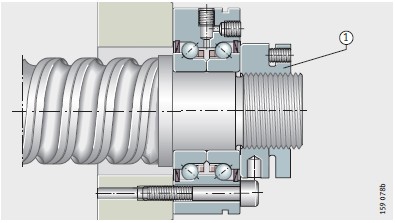
精密锁紧螺母用于承受高轴向力及跳动精度和刚度要求高的工况,请见图2,①,第1097页,图3,①。
锁紧螺母的螺纹和轴向端面是一次装卡加工完成。因此其跳动精度非常高。
可提供AM、ZM和ZMA类型的锁紧螺母。如果使用恰当,它们可多次使用。
锁紧螺母轴向锁紧
AM系列锁紧螺母开有几个槽用于施加预紧力。
拧紧紧定螺钉时,通过这些槽产生弹性变形。因此,锁紧螺母的内螺纹面紧靠轴上螺纹的侧面,从而产生很大的摩擦力防止螺母松动。这种锁紧方法不影响螺母的跳动精度。
|
AM ZKLF..-2RS ①精密锁紧螺母AM 图2 推力角接触球轴承 |
 |
通过径向防松销锁紧
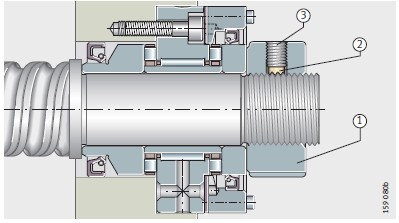
锁紧螺母ZM和ZMA借助防松销防松,图3,①。ZMA是重载系列。
防松销和锁紧螺母的内螺纹一起加工。它们与轴上螺纹啮合而不会影响或损害螺纹的跳动精度,图3,②。
防松销靠内六角紧定螺钉压紧,内六角紧定螺钉与防松销对应同心分布,图3,③。
|
DRS ZMA ZARF..-L ①精密锁紧螺母ZMA ②防松销 ③内六角紧定螺钉 图3 滚针/推力圆柱滚子轴承 |
 |
设计与安全指南
用于精密锁紧螺母的丝杠螺纹必须精密加工,如下表所示。
推荐的丝杠螺纹
|
丝杠螺纹 |
|
|
公差等级 |
公差等级 |
|
“中等” |
“精密” |
|
6g |
4h |
|
DIN 13T21-24 |
DIN 13T21-24 |
!
轴颈螺纹必须在锁紧螺母的整个宽度上提供支撑。
起动转矩
尺寸表中给出的起动力矩ML是锁紧螺母锁紧在刚性轴肩上、采用参考锁紧力矩MAL并防松的情况下得到的。
最大轴向载荷
最大轴向载荷FaB适用于6g或以上公差,最小强度达700N/mm2的轴颈螺纹。
对于动载荷,许用值可达最大轴向载荷FaB的75%。
安装与拆卸
!
轴承和精密锁紧螺母的安装和拆卸,必须按照安装和维护手册TPI100中的内容。
锁紧螺母必须完全旋在轴颈螺纹上。
带轴向锁紧的精密锁紧螺母
锁紧螺母AM可通过符合DIN 1810B的力矩扳手,借助其圆周上的4个、6个或8个孔拧紧。
然后使用内六角扳手按照十字交叉顺序、给定的紧固力矩Mm拧紧紧定螺钉。拆卸时统一松开所有开槽区域的紧定螺钉,并防止有未松开开槽区域。
!
不允许只拧紧一个开槽区域。为确保所有区域承受相同的载荷可使用AMS系列紧固件拧紧。紧固件AMS需单独订购,请见尺寸表,第1103页。
若使用紧固件AMS,可使用符合DIN 1810A或DIN 1810B的力矩扳手。
如果精密锁紧螺母AM通过紧固件AMS安装,可用最大至尺寸表中给定值两倍的紧固力矩拧紧锁紧螺母。
如果没有按照十字交叉顺序拧紧紧定螺钉或者锁紧螺母AM没有完全旋在轴颈螺纹上,开槽区域会产生轴向变形。必须依照尺寸表中给出的拧紧力矩Mm。
带径向锁紧的精密锁紧螺母
锁紧螺母ZM和ZMA使用符合DIN 1810A的力矩扳手并通过螺母圆周上的四个槽来拧紧。
然后使用内六角扳手交替拧紧这两个紧定螺钉,直到拧紧力矩达到给定的Mm;对于Mm,请见轴承尺寸表。
拆卸时,首先松开两个紧定螺钉,然后用塑料榔头敲击锁紧螺母外表面(在螺纹孔附近)来松开防松销。
然后可以很容易地松开锁紧螺母而不损坏轴颈螺纹。
精度
精密锁紧螺母的精度,请见下表。
轴向跳动
|
螺纹端跳1) |
ISO公制螺纹 |
|
μm |
“精密” |
|
5 |
5H, DIN 13T21-24 |
|
—— 1)锁紧螺母的螺纹和轴向端面是一次装卡加工完成,因此其跳动精度非常高。 |
|
|
测量时,采用设定的锁紧力矩将精密锁紧螺母锁紧在螺纹心轴上并紧靠 |
|
|
刚性挡肩。平头螺钉不用拧紧。 |
|